- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
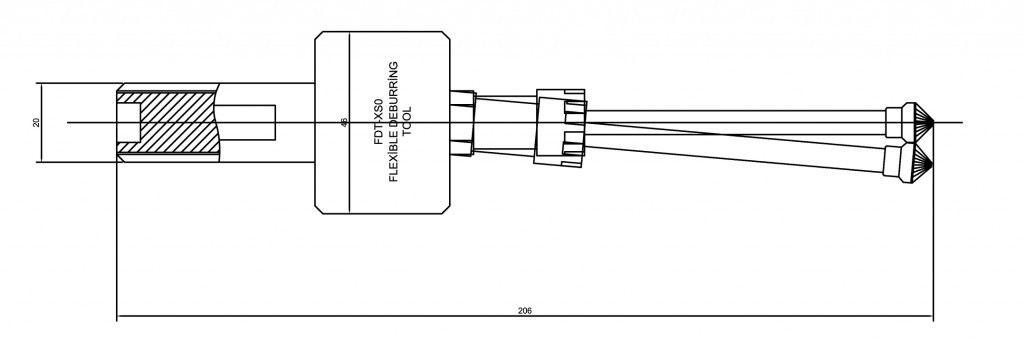
FDT SXO╩ÃÊ╗┐¯╚Ñ│²ÖCðÁ╝Ë╣ñ▀^│╠Íð«a╔·Á─▓╗ã¢ı¹¦å└¬ú¿▀à¥ëú®├½┤╠Á─©íäËÁÂ¥▀ú¼╦³─▄È┌╣ñ╝■Á─îìÙH¦å└¬║═│╠ð‗ÚgÎÈäËÐaâö
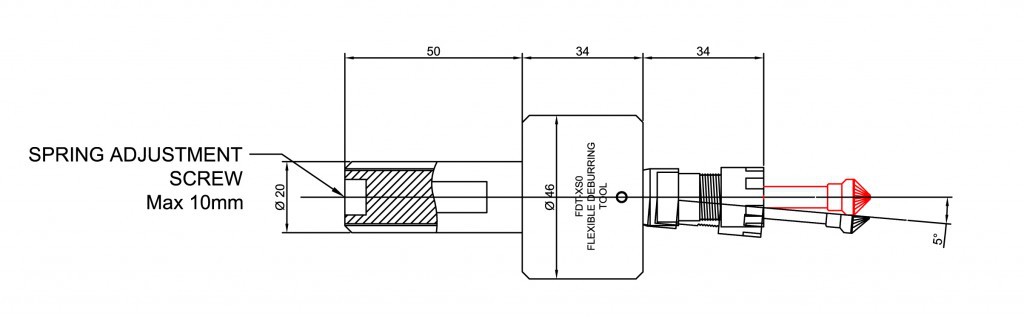
═¿▀^ÁÂ▒·Á─©íäËÖCÍãú¼FDT SXO ┐╔ÊÈÐÏÍ°╣ñ╝■▓╗ã¢ı¹Á─▀à¥ëÊãäË╝Ë╣ñú¼╩╣ÁÂ¥▀┐╔ÊÈËð5í¬í¬10mmÁ─▀à¥ëÐaâö┴┐
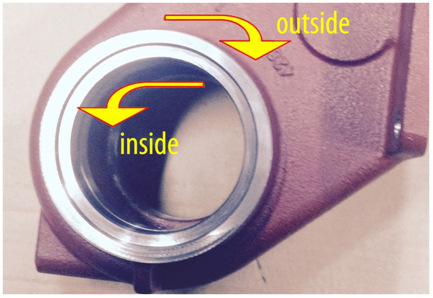
╣ñ╝■▀à¥ëÁ─ë║┴ª╩Ã┐╔ÊÈ═¿▀^ÁÂ▒·└´├µÁ─ı{╣ØÖCÿï▀Mððı{╣Øú¼
ÈôÁÂ¥▀┐╔ÊÈÍ▒¢Ë═¿▀^ÖC┤▓͸¦S‗îäËíú
ÈöÃÚÎ╔Èâ18168867143

╝Ë╣ñàóöÁ
‗îäËÀ¢╩¢ú║͸¦S‗îäË
ÌD╦┘ú║3000í¬8000rpm ú¿ã╩╝═ã╦]5000rpmú®
▀M¢oú║2000í¬5000mm/min ú¿ã╩╝═ã╦]3000mm/minú®
©íäË┴┐ú║5mmú¿╩╣Ë├ÿ╦£╩ÚLð²ÌDõSú®ú¿100mmÚLÁ─ð²ÌDõS║¾ı▀Á╣¢ÃÁÂòr┐╔ÊÈ▀_Á¢10mm)
ã½Êã¢ÃÂ╚ú║é╚¤‗5íÒ
╩╣Ë├ER-11Á─èA¯^ú¼Á¯^▒·▓┐èA│ÍÀÂç·┐╔ÊÈÅ─0.5mm-7mm
ı¹¾wÁÂ¥▀▒·▓┐×Úé╚╣╠20mm./HSK,SK╗‗ı▀╩Ããõ╦¹ÁÂ▒·┐╔ÊÈ░┤ðÞ╔·«a
â׳c
├Ô¥SÎo
©▀▀M¢o©▀ÌD╦┘ú¿3000-8000rpm /2-5m/min)
ı¹éÇ╣ñ╝■Á╣¢Ã┤¾ðí¥¨ä‗
©íäË╚Ñ├½┤╠Á╣¢ÃÁÂ¥▀È┌öÁ┐ÏÖC┤▓╔¤Á─╩╣Ë├
FDT SXOË├üÝ¢o╣ñ╝■▓╗ã¢ı¹▀à¥ëÁ╣¢Ã║═╚Ñ│²├½┤╠ú¼╦³─▄È┌╣ñ╝■Á─îìÙH¦å└¬║═│╠ð‗ÚgÎÈäËÐaâö

╣ñθàóöÁ
͸¦S╦┘Â╚ú║
╬Êéâ═ã╦]ÌD╦┘5000rpm----8000rpm
▀M¢o┴┐
═ã╦]▀M¢oÍÁú║F=3000mm/min
▀M¢oÍÁ▒ÏÝÜÈ┌╝Ë╣ñ▀^│╠Íð▒ú│ÍÊ╗Í┬ú¼À±ätò■îºÍ┬Á╣¢Ã┤¾ðí▓╗Ê╗Í┬íú¦å└¬Á─│╠ð‗¥ÄÍãÁ─òr║‗
▒M┐╔─▄Á─ÎîÁÂ¥▀¢Ë¢³╣ı¢Ãú¼▀@ÿË▓┼─▄╚ÑÁ¶╣ı¢Ã├½┤╠íú
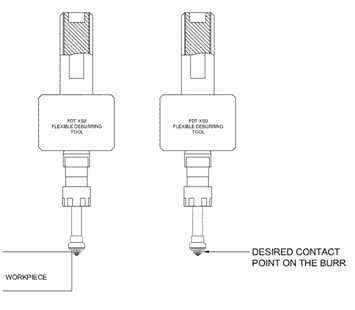
é╚¤‗ë║┴ª
È┌Ú_╩╝╩╣Ë├©íäË╚Ñ├½┤╠Á╣¢ÃÁÂÁ─òr║‗╬Êé⢿Îh░Ðé╚¤‗ë║┴ªÈOÍ├×Ú5mmξËÊú¼╚þ╣¹Ã𤸯^▓╗─▄ã¢ÀÇ╝Ë╣ñú¿▒╚╚þú║Ã𤸯^╠°äË╗‗ı▀Ãð¤¸▓╗Á¢ú®ıf├¸¢ËË|Á─ë║┴ª╠½Á═ú¼▒ÏÝÜʬ╝Ë┤¾íúë║╚Ù┴┐Í▒¢ËË░ÝæÁ╣¢Ã╚Ñ├½┤╠Á─║±Â╚ú¼═¿│úÃÚør¤┬ë║╚Ù┴┐È¢ÂÓú¼Á╣¢ÃÈ¢┤¾íú
ÁÂ▒·╬▓▓┐ı{╣Ø┬¦¢z╔¯Â╚z ┤¾10mmú¿Å─┬¦¢z│»═ÔöÓ├µÁ¢ÁÂ▒·╬▓Â╦öÓ├µ¥ÓÙxú®ú¼│§╩╝ÈOÍ├×Ú5mm.
©íäË╚Ñ├½┤╠Á╣¢ÃÁÂ▒·╣ñ¥▀Á─╩╣Ë├
FDT SXO ©íäË╚Ñ├½┤╠Á╣¢Ã╣ñ¥▀ú║═¿▀^͸¦S‗îäËú¼┐╔ÊÈ▀_Á¢5mmÁ─Å¢¤‗ã½Êã┴┐ú¿ÿ╦£╩ð²ÌDõS╗‗ı▀Á╣¢ÃÒèÁÂ┬Â│÷èA¯^▓┐ÀÍ×Ú20mmú®íúʬ▒úÎCÈ┌Î▀¦å└¬│╠ð‗òr╦¨ËðÁ─¦å└¬Â╝─▄▒╗╝Ë╣ñú¼Ã𤸯^ðÞʬËð1-3mmÁ─¯Aë║╚Ù┴┐íú
À¢¤‗
FDT©íäË╚Ñ├½┤╠Á╣¢ÃÁÂú║ÁÂ¥▀ðÞʬÝÿòrßÿð²ÌDú¼╝Ë╣ñ▀^│╠Íðç·└@╣ñ╝■ÝÿÒèíú
Á╣¢Ã╚Ñ├½┤╠¢ËË|³cú║
Á╣¢Ã═¿│úðÞʬ╩╣Ë├ÕFÂ╚Á╣¢ÃÃ𤸯^íú┐╔ÊÈ╩╣Ë├Ã𤸯^Á─ÝöÂ╦▀Mðð╝Ë╣ñú¼Ê▓┐╔ÊÈ╩╣Ë├Ã𤸯^©¨▓┐▀Mðð╝Ë╣ñíú
È┌╣ñ╝■═Ôð╬║═╣ñÐbèA¥▀È╩ÈSÁ─Ã░╠ߤ┬ú¼╬Êé⢿Îh▒M┐╔─▄╩╣Ë├Ã𤸯^Á─║¾▓┐╚ð┐┌▀Mðð╝Ë╣ñú¼▀@ÿË─▄Á├Á¢©³║├Á─Á╣¢Ã╚Ñ├½┤╠ðº╣¹║═©³Â╠Á─╝Ë╣ñòrÚgíú
╚Ñ├½┤╠▀^│╠ÍðÁ─é╚├µã½Êã┴┐ú¿ë║╚Ù┴┐ú®
┤_▒úÈ┌╝Ë╣ñ▀^│╠Íðú¼ÁÂ¥▀ËðÊ╗éǤÓîªË┌╣ñ╝■¦å└¬Á─¯Aã½Êã┴┐ú¿¯A¥o┴┐ú®1-3mmíú

ÁÂ¥▀╝Ë╣ñ┬ÀÅ¢ú║
îªË┌©íäË╚Ñ├½┤╠Á╣¢ÃÁÂüÝıfú¼â╚¢Ãú¿â╔├µ¢╗¢þ╠Äú®Á─╝Ë╣ñ╔È╬óÅ═Ùsð®ú¼═¿│úÃÚør¤┬Ã𤸯^▓╗─▄═¼òr¢ËË|â╚¢Ã┤╣Í▒Á─â╔éÇ├µú¼Ê‗×Ú▀@ÿË═¼òr╝Ë╣ñâ╔éÇ├µ«a╔·Á─┴ªÁ─▓╗ã¢║Ô╚¦ÊÎîºÍ┬╣ñ¥▀Á─ıäËíú╬Êé⢿ÎhÈ÷╝ËÊ╗éÇÎîÃ𤸯^ú¿ð²ÌDõS╗‗ı▀Á╣¢ÃÒèÁÂú®▓╗═¼òr¢ËË|┤╣Í▒â╔├µÁ─ÁÂ¥▀┬ÀÅ¢íú«ö¢Ë¢³▀@ÿËÁ─â╚¢Ãòrú¼ÁÂ¥▀▀m«ö═¨╔¤╠ßú¼ÎîÕFÂ╚Ã𤸯^Á─Ýö▓┐¢ËË|╣ñ╝■ú¼▀@ÿËÃ𤸯^©³╚¦Ê΢ˢ³▀@ÿËÁ─â╚¢Ãú¿Îóú║«ö╩╣Ë├Ã𤸯^ÝöÂ╦╝Ë╣ñòrú¼╝Ë╣ñ╦┘Â╚欢ÁÁ═íúú®«öÈ┌╝Ë╣ñÁ¢╣ñ╝■┤╣Í▒â╚¢ÃòrðÞʬ═¿▀^êA╗í│╠ð‗üÝ═Û│╔╝Ë╣ñâ╚¢Ãíú
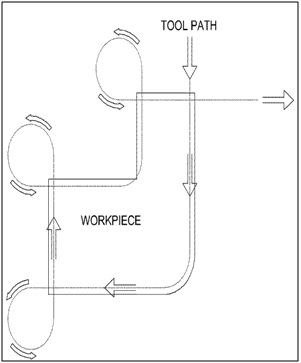
È┌╝Ë╣ñ═Ô¢ÃòrðÞÈ┌╣ñ╝■ÊÈ═ÔüÝ©─Îâ╝Ë╣ñÀ¢¤‗ú¿╚þêDú®
│úÊèåû¯}ú║
▀^Â╚Á╣¢Ãú║
1ú¼È÷╝Ë▀M¢o
2ú¼£pðíé╚¤‗ë║╚Ù┴┐ú¿▀^ðíÁ─é╚¤‗ë║╚Ù┴┐ò■îºÍ┬ÁÂ¥▀╠°äËÅ─°ôpé¹╣ñ╝■║═ÁÂ¥▀╝░ÖC┤▓ú®
Á╣¢Ã▓╗Ê╗Í┬ú║
1ú¼Ë╔Ë┌À¢¤‗Á─Îâ╗»ú¼▀M¢o╦┘Â╚▓╗╩Ã║Ò¿Á─í¬í¬¢ÁÁ═▀M¢o
2ú¼▀M¢o▀^Á═í¬í¬È÷╝Ë▀M¢o╦┘Â╚
3ú¼╣ñ¥▀╬╗Í├ú¿ë║╚Ù┴┐ú®ø]Ëðı{ı¹║├í¬í¬é╚¤‗ë║╚Ù┴┐×Ú1-3mm
Á╣¢Ã▀^ðíú║
1ú¼£pðí▀M¢o┬╩
2ú¼È÷╝Ëé╚¤‗ë║┴ª
3ú¼¢ÁÁ═͸¦SÌD╦┘
Á╣¢Ã▓╗ã¢ú║
1ú¼È÷╝Ë͸¦SÌD╦┘
2ú¼©³ôQÃ𤸯^
©íäË╚Ñ├½┤╠Á╣¢ÃÁÂ▒·Ðb┼õ100mmÚLÃ𤸯^êD╝ê
ÍÏʬıf├¸
ÛPË┌µ£¢ËÁÂ▒·ú║FDT SX0 ©íäËÁ╣¢Ã╚Ѧå└¬├½┤╠╣ñ¥▀╩Ã░┤ıızðí╗»ÈOËïú¼îºÍ┬Á─¢Y╣¹╩ÃÈôÁÂ¥▀▒·▓┐å╬▀à║±Â╚▀^▒íú¼╦¨ÊÈ╬Êé⢿Îh╩╣Ë├ERÁÂ▒·▀Mðð╝Ë│Íú¼▒M┴┐▓╗ʬ╩╣Ë├é╚╣╠ÁÂ▒·╝Ë│Íú¼╚þ╣¹ÀÃʬ╩╣Ë├é╚╣╠╝Ë│Íú¼ıê┴¶ÊÔé╚╣╠┬¦¢z▓╗ʬµiÁ├▀^¥oíú
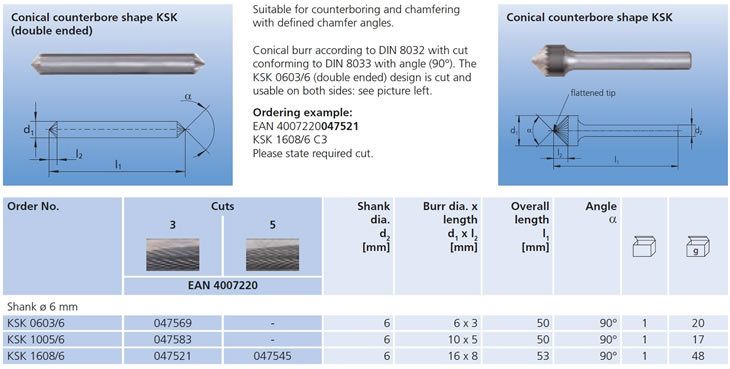
ÛPË┌¯A╚Ñ│²├½┤╠Á─┤¾ðíú║╚þ╣¹¯A╚Ñ│²Á─├½┤╠▀^┤¾ú¼╩╣Ë├FDT SX0©íäËÁ╣¢Ã╚Ñ├½┤╠╣ñ¥▀╝░ð²ÌDõSƒoÀ¿╚Ñ│²©╔â¶ú¼─·ðÞʬÈ┌╩╣Ë├╬Êéâ╣ñ¥▀Í«Ã░¤╚Ë├Ê╗ͺäéðÈÁ─Á╣¢ÃÁ¯A╚Ñ│²¤┬├½┤╠ú¿│╠ð‗ðÞʬ¦å└¬═ÔÀ┼Í┴░▓╚½¥ÓÙxú®ú¼╚╗║¾È┘╩╣Ë├╬ÊéâÁ─©íäË▒·íú
Ã𤸯^ú¿ð²ÌDõSú®Ëå┘Å▀xð═╚þ¤┬ú║
îì╬´êDú║


╚þðÞ╝Ë╣ñÊò¯lú¼ıê┬ô¤Á┐═À■úíúíúí

 íííí
íííí








